Key Takeaway:
- Carbon steel and stainless steel can look identical visually. Positive Material Identification (PMI) using XRF or OES is the primary non-destructive method for confirming material grade and preventing mix-ups.
- Stainless steel’s corrosion resistance depends on its chromium oxide passive layer. Free iron particles from carbon steel tools, brushes, or weld spatter can disrupt this layer and cause localised rust.
- The ferroxyl test (potassium ferricyanide) and copper sulphate test are surface contamination checks used to detect free iron on stainless steel, not to identify the base material itself.
- A complete QA approach combines PMI for material verification with ferroxyl or copper sulphate testing for surface contamination, particularly for marine, pharmaceutical, food processing, and petrochemical applications.
Table of Contents

Stainless steel is widely utilised in many critical industries for its corrosion resistance, so when rust spots appear on a component that’s supposed to be stainless, something has gone wrong. In many cases, the cause is iron contamination of stainless steel, mostly found during secondary fabrication processes or when it is mishandled, often without anyone realising it at the time.
There’s a related challenge that compounds the problem: verifying that the material itself is actually stainless steel in the first place. When carbon steel and stainless steel are stored, transported, or processed in the same facility, grade mix-ups happen more frequently than most teams expect, as both materials can look virtually identical to the naked eye.
In this blog, we’ll cover both sides of that equation and how to differentiate carbon steel from stainless steel through testing (specifically, an identifying carbon steel vs stainless steel test approach using PMI), along with how to detect free iron contamination on stainless steel surfaces before it leads to corrosion failures in service.
Why Iron Contamination Matters for Stainless Steel
Stainless steel resists corrosion because of its chromium content. When chromium makes up at least 10.5% of the alloy, it forms a thin, self-repairing chromium oxide layer on the surface. This passive layer prevents the material from rusting under normal conditions.
That said, free iron particles on the surface disrupt this protective layer. Once embedded, they oxidise and form localised rust spots, even on genuinely stainless material. Iron contamination of stainless steel typically originates from a few common sources:
- Contact with carbon steel tools, grinding discs, or wire brushes during fabrication, which transfers free iron particles directly onto the workpiece.
- Storage or transport in proximity to carbon steel components
- Weld spatter from nearby carbon steel welding operations
- Elevated temperatures and inadequate cleaning practices can compromise the protective passive layer, enabling oxygen to react with the underlying iron.
The result is premature corrosion on material that should be corrosion-resistant. As this is a serious concern across marine, food processing, pharmaceutical, and petrochemical applications, stainless steel iron contamination testing services in Singapore and around the world are critical to ensuring the material’s integrity for proper safety and compliance.
Carbon Steel vs Stainless Steel: What's the Difference?
At a compositional level, the distinction is straightforward:
- Carbon steel: Primarily iron and carbon, but it has no significant chromium content, making it prone to rust when exposed to moisture.
- Stainless steel: Contains iron, a minimum of 10.5% chromium, and often additional alloying elements like nickel and molybdenum that enhance its corrosion resistance and mechanical properties.
The practical problem is that both materials can look identical. Surface finish, colour, and even weight are unreliable indicators when materials are unlabelled, mixed in storage, or transferred between facilities. Visual identification alone cannot confirm whether a piece is carbon steel, grade 304 stainless steel, or grade 316 stainless steel.
Thus, testing is the only dependable method, which is why having a reliable identifying carbon steel vs stainless steel test protocol matters for any operation handling both material types.
The Test for Differentiating Carbon Steel and Stainless Steel: PMI
Positive Material Identification (PMI) is the primary non-destructive method for verifying material grade. It uses either XRF (X-ray fluorescence) or OES (optical emission spectrometry) to analyse the elemental composition of a metal sample and confirm its alloy identity.
PMI answers the fundamental question: Is this material actually what it’s supposed to be? It confirms whether a component is carbon steel or stainless steel, identifies the specific grade (304, 316, 316L, duplex, etc.), and catches grade mix-ups before they reach fabrication or service.
For facilities with mixed inventory, PMI enables rapid, accurate sorting without relying on visual identification, colour coding, or material markings that can fade or be applied incorrectly. The test is non-destructive, produces results in seconds, and is practical for batch verification at receiving inspection or warehouse level.
Any steel testing lab handling material verification should have PMI capability, and it should be the first test in the workflow to confirm material grades and prevent costly mix-ups.
Surface Contamination Testing: Ferroxyl and Copper Sulphate
The CT scanning data acquisition process follows a structured sequence. Here is a step-by-step breakdown of how 3D X-ray computed tomography captures and processes data.
1. Setup & Positioning
The process begins with defining the inspection objectives. Scan parameters are determined based on what you are looking for: voids, cracks, dimensional data, assembly verification, or other.
The part is placed on a rotating stage, positioned between the X-ray source and a flat-panel detector. The source energy, detector distance, and resolution settings are configured based on material density, part size, and the level of detail required to get the right parameters for producing usable data.
2. Projection Capture
The X-ray source emits a cone beam that passes through the part and strikes the detector, producing a 2D radiograph (essentially a shadow image of the internal structure). The part then rotates incrementally, typically through a full 360°, with the system capturing a new projection at each angle.
A single scan can produce anywhere from several hundred to several thousand individual projections, depending on the objective of the scan and resolution requirements.
3. Data Reconstruction
Once all projections are captured, reconstruction software compiles the 2D images into a 3D volume. The industry-standard approach is filtered back-projection (FBP), though iterative reconstruction methods are also used when scan data is limited or higher fidelity is needed.
The result is a voxel-based 3D model where each voxel holds a grey value corresponding to the material density at that specific point. Engineers can slice through this model in any plane, rotate it, zoom into specific regions, and inspect internal features that would be impossible to reach physically without disassembly.
4. Analysis & Output
With the 3D volume reconstructed, analysis can begin. Common outputs include slice-by-slice visual inspection, automated porosity and void detection, dimensional measurements, and CAD comparison for deviation analysis. This data can then be exported for QC reporting, further engineering analysis, or integration into broader quality management systems.
While PMI confirms what the material is, the next question is whether the surface has been contaminated during processing. That’s where the ferroxyl test for free iron and the copper sulphate test come in, being supplementary QA checks designed to detect free iron on stainless steel surfaces.
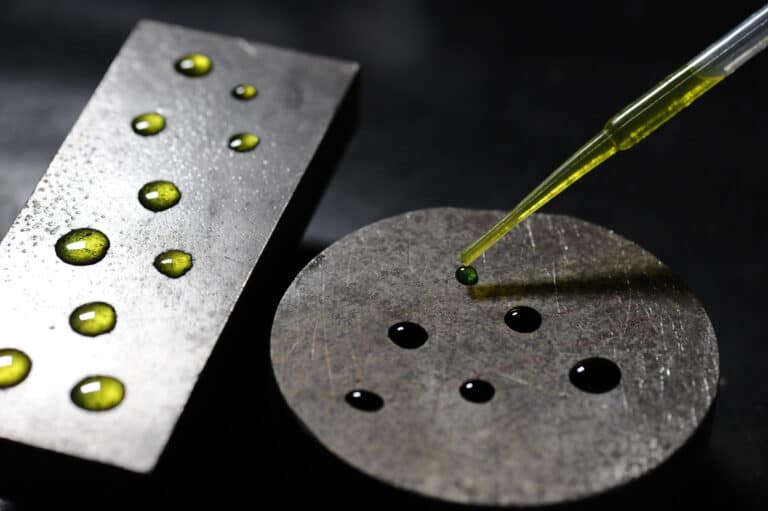
Ferroxyl Test (Potassium Ferricyanide Test)
The ferroxyl test for free iron detects free iron on pickled stainless steel surfaces. A potassium ferricyanide solution is applied to the surface; if free iron is present, it reacts to produce a visible blue discolouration (Prussian blue). The test is quick, visual, and commonly used for on-site verification per ASTM A380.
Even so, it’s important to note that the ferroxyl test is a surface contamination check and does not differentiate between carbon steel and stainless steel as base materials. Its role is to confirm that the passive layer is intact and that free iron has been adequately removed after fabrication, through the act of pickling or passivation.
This test is particularly relevant for critical industries such as pharmaceutical manufacturing, food processing, and marine applications, where even trace amounts of surface iron can lead to unacceptable corrosion in service.
Copper Sulphate Test
The copper sulphate test serves a similar purpose, where a dilute copper sulphate solution is applied to the stainless steel surface. If free iron is present, the iron reacts with the solution and copper deposits onto the contaminated area, producing a visible pink or reddish discolouration. It’s a straightforward pass/fail check that’s useful after fabrication or cleaning operations.
When to Use These Tests
- After secondary fabrication processes such as grinding, wire brushing, or any mechanical work on stainless steel
- Post-passivation, to confirm the surface is free of iron contamination
- Pre-service checks for applications where corrosion risk must be minimised (offshore structures, chemical processing equipment, food-grade systems)
Quick Field Sorting: The Spark Test
The spark test is a rough field method for distinguishing between carbon steel and stainless steel. When a grinding wheel is applied to the material, the resulting spark pattern differs visibly between the two: carbon steel produces longer, more branched sparks, while stainless steel produces shorter, less voluminous sparks with a different colour profile.
It’s a useful preliminary sorting tool when PMI equipment isn’t available on-site, but it has clear limitations. Spark testing cannot identify specific grades, confirm exact alloy composition, or detect surface contamination.
For any critical verification, treat it as a first-pass screening method, with PMI used for final confirmation.
Choosing the Right Test for Your Situation
- Material grade verification or warehouse sorting: PMI (primary method)
- Surface contamination check on stainless steel: Ferroxyl test or copper sulphate test
- Quick field sorting without equipment: Spark test (preliminary only)
- Complete QA for critical components: PMI for material verification, combined with ferroxyl or copper sulphate testing for surface contamination
A layered approach works best for operations handling both carbon steel and stainless steel. PMI confirms the material is correct upon receipt or before fabrication, followed by a full QA to verify surface integrity after processing, giving full coverage from incoming material through to finished component.
When to Test and Why It's Often Missed
Testing should be built into the workflow at specific points where contamination or mix-up risk is highest:
- Fabrication stage: After grinding, welding, or any mechanical work on stainless steel components.
- Receiving inspection: When incoming material arrives, verify it matches the specifications on the mill test certificate.
- Pre-service checks: Before components enter corrosive environments such as offshore installations, chemical plants, or food processing facilities.
The common gap is that many fabricators skip contamination testing under the assumption that stainless steel will perform as expected regardless. Problems then surface months later as rust, often after the component is already in service and far more costly to address. Testing at the right stages prevents these downstream failures and the associated rework, warranty claims, or safety concerns.
Detect Iron Contamination Early with PTS's Testing Services
Iron contamination of stainless steel is both preventable and detectable, but only when the right tests are applied at the right stages. Skipping surface contamination checks or relying on visual identification for material sorting brings a risk that compounds over time, but opting for stringent stainless steel iron contamination testing services in Singapore can help prevent that issue from surfacing.
As an accredited steel testing lab operating since 1985, PTS provides ferroxyl testing for free iron services, copper sulphate testing, PMI, and a full range of chemical and corrosion analysis capabilities. With our ISO/IEC 17025:2017-accredited laboratories in Singapore, Malaysia, and Indonesia, we have supported fabricators, manufacturers, and engineering teams across the region with reliable testing and fast turnaround.
Partner with PTS for CT Scanning Services
The CT scanning data acquisition process might seem complex, but the core of how industrial X-ray inspection works lies in scanning a given material with attenuated X-rays to create valuable reconstructed volumes. With that understanding, you can then select an inspection approach and service provider that best fits your quality objectives.
Professional Testing Services (PTS) has operated as an independent test laboratory since 1985. As an ISO/IEC 17025:2017-accredited laboratory, we offer industrial CT scan services in Singapore alongside digital radiography pipe inspection and comprehensive non-destructive testing capabilities. With our laboratories in Singapore, Malaysia, and Indonesia, plus an office in Brunei, we support manufacturers and engineering teams across the region with fast turnaround, reliable results, and hands-on technical guidance.
Frequently Asked Questions About Steel Identification and Iron Contamination Testing
Can you visually tell the difference between carbon steel and stainless steel?
Not reliably. Both materials can look virtually identical depending on surface finish and condition, making visual identification, colour, and weight unreliable indicators of material grade. Positive Material Identification (PMI) using XRF or OES is the only non-destructive method that accurately confirms alloy composition.
What causes iron contamination on stainless steel?
Iron contamination occurs when free iron particles are transferred onto the stainless steel surface. Common causes include contact with carbon steel tools, grinding discs, or wire brushes during fabrication, as well as weld spatter from nearby carbon steel operations and improper storage or transport alongside carbon steel materials.
Is the ferroxyl test the same as PMI?
No. These are different tests that serve different purposes. PMI identifies the base material’s alloy composition (e.g., confirming whether metal is carbon steel, grade 304, or grade 316). The ferroxyl test detects surface contamination by free iron on stainless steel. Even so, a thorough QA workflow may use both: PMI for material verification and ferroxyl testing for surface integrity checks.
Talk to us today
Get in touch with PTS today to discuss your material verification or iron contamination testing requirements. We’ll help you ensure your stainless steel performs as it should.






